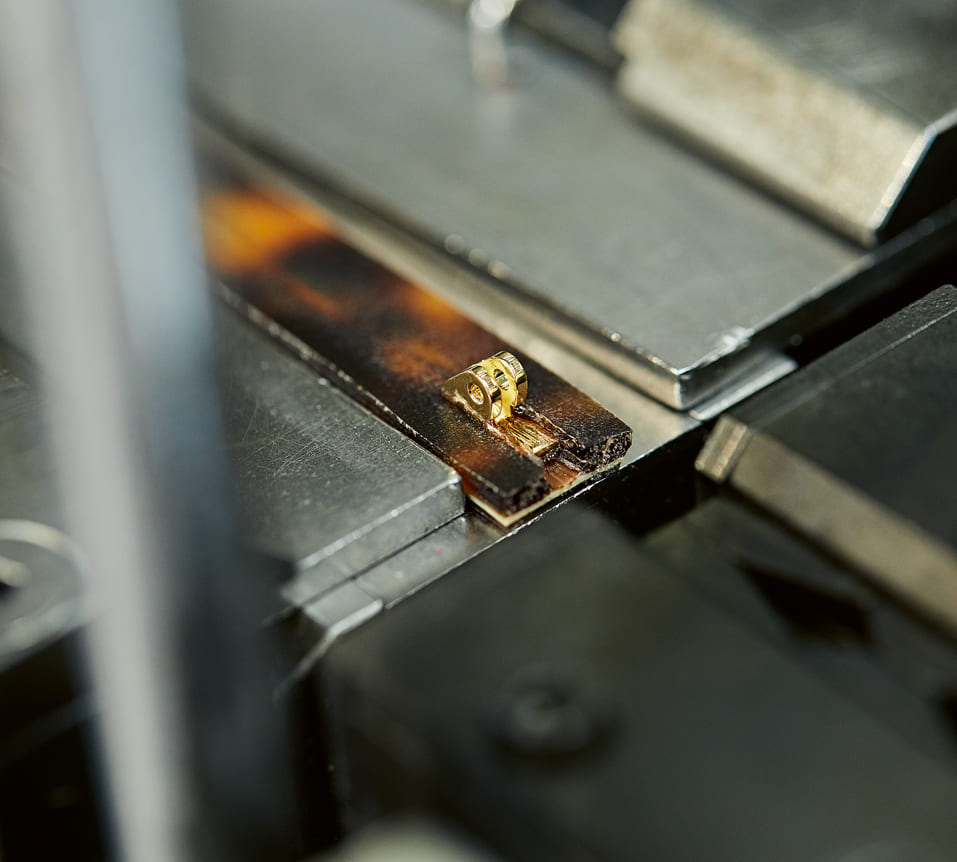
Frame on the sheet
Only the finest cellulose acetate from the long-established Italian company Mazzucchelli is used as the raw material for a RAINER BRENNER frame. The roughly 1 cm thick sheets are selected individually, as their pattern defines the look of the frames.